|
|
|||||||||||||||||
詳細介紹
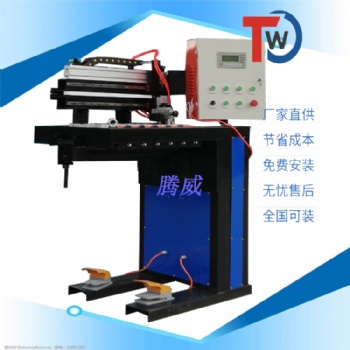
自動直縫焊接專機
主機采用懸臂式結(jié)構(gòu)**工件裝卸,采用氣動琴鍵壓板夾具,**對接縫在整個焊接長度范圍內(nèi)均勻壓緊,工件單面焊雙面成形;芯軸及琴鍵壓板夾具之間的距離可根據(jù)要求調(diào)整,以更好地適應(yīng)焊接工藝要求。
1.琴鍵壓板機構(gòu):采用氣缸杠桿式結(jié)構(gòu),**工件受壓緊力均勻以及焊接熱影響區(qū)均勻;
2.焊槍行走機構(gòu):用于實現(xiàn)焊槍自動焊接過程,直流步進電機驅(qū)動,配合直線滑軌傳動,其移動速度為無級可調(diào),可空程快速回車。
3.焊槍提升機構(gòu):采用氣動執(zhí)行元件,結(jié)構(gòu)簡單可靠,動作反應(yīng)及時,方便焊槍維護和工件裝卸.
4.焊接芯梁:由厚壁無縫鋼管加工,其上設(shè)置有此銅襯墊并有成型槽,**工件焊接過程中的雙面成型和散熱,芯梁裝有定位板,可**工件定位的可靠.
5.焊槍二維調(diào)節(jié)機構(gòu):用于焊槍初始焊接位置的微調(diào)和對中。
6.焊縫對中機構(gòu):采用氣動定位銷兩點定位方式,確保焊縫與焊槍行走軌跡吻合。
7.機架: 采用懸臂式結(jié)構(gòu),方便工件裝卸,由鋼板焊接后加工制造
聯(lián)系方式
|
